

Gilson Scofield dos Santos
Director at GSantos Engineering
OpCP72
Logistics in machine maintenance
A significant part of the operations with mobile machines has the culture of focusing on repairing a stopped machine instead of doing maintenance. The implementation of Maintenance Planning and Control, with records of equipment, its components and parts, with updated Maintenance Plans is essential to get out of the Circle of Despair.
Software is essential for generating maintenance orders and monitoring Performance Indicators and Costs . Training mechanics to correctly complete maintenance orders is a fundamental task.
The indicators demonstrate the useful life of the main components, time spent on maintenance and operation stops, the percentage of costs with items used in the period, diesel consumption, consumption items in production, etc. . A responsible professional must be at the back of maintenance in order to generate a good strategy. Command the machines and not run after them.
Most failures provide early signs of an imminent shutdown, such as exposed hoses, cracks, wear, loose screws, lack of grease, dirt, vibration, noise, leaks , etc. These signs indicate that it will be a matter of time before a failure appears. It is the circle of despair. Acting in the repair of a stopped machine is the worst circumstance of the process.
A stopped machine does nothing, except damage, in addition to consuming parts and hours of mechanics, storekeepers and desperate buyers. Emergencies are costly and stressful for the team. a good software maintenance should generate the parts consumption statistics. Pareto's law is highly applicable in the maintenance of mobile machines, on average about 20% of failures reach 85% of the maintenance cost.
It is very important to generate parts consumption Paretos . Additional attention to class, A items , average attention to class, B items, and mass treatment of class, C , items. . . Purchase and storage of class, C, items must be carried out in such a way as not to spend more on the internal purchase and storage process than on the parts. Often, a single supplier with a pre-established value contract is the best option.
The strategy of searching for the lowest cost between a stopped machine versus a part in stock versus a stopped mechanic is essential. The cost of the machine stopped, without producing, is substantially higher than the cost of storage and the cost of idle mechanics.
The entire focus of working with mobile machines should be on production. The pace of production is determined by the pace of operation, maintenance and materials. Cooperation between these three sectors is mandatory so that a single objective is achieved: to produce at the lowest possible cost and sustainably in the short and long term.
In a more adequate view, the three sectors are partners in the production business and not mere service providers. In turn, production must meet the objectives of the company.
Within the vision of ISO 55000, the company's sectors must be aligned with a common objective. Unfortunately, we still see departments focused only on their results. The customer-supplier view to define the interdependence of the production system has its days numbered and will gradually be replaced by a strategy based on an integrated view of the business.
An excessively lean stock of spare parts does not solve anything, if the cost of downtime waiting for parts exceeds the cost of an adequate stock. Same is the case with a lean team of mechanics, if the total number of hours waiting for a mechanic exceeds the cost of salaries for additional mechanics.
For the efficient management of this process, we need facts and data obtained through good indicators and a disciplined team in the control of maintenance orders.
A tire is the only spare part we carry on our cars when in normal use. The reason is that a tire failure can result in unpleasant consequences. They can fail in two ways: due to natural wear and tear, which is easy to check by visual inspection, or due to an unpredictable puncture. It is in fact a spare part to be transported in order to be available when needed. Why don't we carry, for example, a brake disc? The reason is that a brake disc is fully monitorable , through predictive maintenance, periodic inspections or by observations of the operator driver himself, through noise or loss of efficiency. Catastrophic brake failure must be eliminated by proper preventative maintenance. Exactly the same approach should be used in spare parts management. Keep items that have random failure in stock and monitor wear items and replace when they are low cost parts or keep in stock as close to the likely end of life date as possible .
Planning, control and maintenance plans are only possible with the use of software of maintenance.
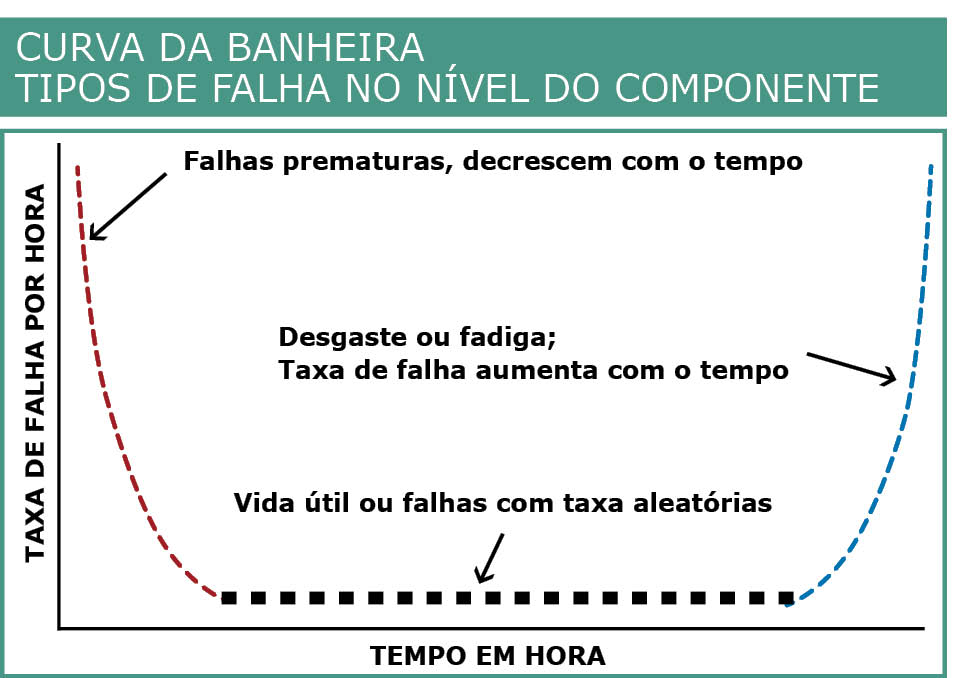 The Bathtub Curve, highlighted in the illustration, shows failure types at the component level. Based on the medical field, this curve shows the three possible circumstances of failures and the corresponding consumption of spare parts. For the correct classification of which part of the bathtub curve the item belongs to, it is essential to obtain life data, times between failures, of the main components. With 20% of the events, we will already have a very good control of costs, stocks and reliability.
The Bathtub Curve, highlighted in the illustration, shows failure types at the component level. Based on the medical field, this curve shows the three possible circumstances of failures and the corresponding consumption of spare parts. For the correct classification of which part of the bathtub curve the item belongs to, it is essential to obtain life data, times between failures, of the main components. With 20% of the events, we will already have a very good control of costs, stocks and reliability.
Premature occurrences can reach 30% of total failures. These are failures caused by the company's internal processes, such as failures in maintenance operations, poor lubrication, inadequate torques, improvised services, lack of inspection, lack of zeal , etc.
Failures in the operation can occur due to poorly trained operators, use beyond the limits of the equipment, unfavorable forest conditions, lack of zeal.
Material failures occur due to the use of poor quality parts and services suppliers, poorly prepared specifications, problems with stocks and replacement deadlines.
While these process problems are not resolved, corrective maintenance will be dominant with high inventories of affected parts. Prevention is cheaper than cure.
Failures with random rates, which mainly affect electrical and electronic items, occur due to operational accident failures and the wear and tear of low-value items. The use of inspections, based on a checklist prepared by Maintenance Planning and Control, is the strategy for working on items with these characteristics, in addition to keeping stock as close as possible to the equipment.
Failures due to wear or fatigue are those related to the total hours operated by the component, mainly mechanical items with moving internal parts, such as hydraulic pumps, motors, cylinders, transmission, undercarriage, pins and joints, bushings, etc. . These Items do not suddenly fail and predictive maintenance, by monitoring, must be applied, to signal the imminent consumption of these items to the materials area. You cannot accept surprises with these items, as they have a high degree of predictability.